一般塑膠射出溫度均很高,若用空氣射入,因為空氣中氧氣會燃燒,因此塑膠會有燒焦的情況,尤其透明產品更是明顯,而氮氣不會燃燒,因此可應用在射出成型機上。
此系統除了射出機外必須外加氣體輔助射出設備一套, 包含:
- 氮氣產生機或用氮氣瓶,純度須達99%以上為佳。
- 高壓氮氣壓縮機,小量生產可使用增壓缸方式。
- 高壓儲氣瓶(非大量使用可不需要)。
- 氣輔控制器(有單迴路及多迴路二種機型)。
此系統在塑膠射出的應用上,最主要在使大件且肉厚的成品射出時,防止流痕、防止凹陷、防止翹曲,使表面平整,並減輕成品重量(視成品而定可達50%),降低成本,縮短成型時間(視產品而定可達30%),提高生產效率,降低成品的殘留應力。
氣體輔助射出的成型過程如下:
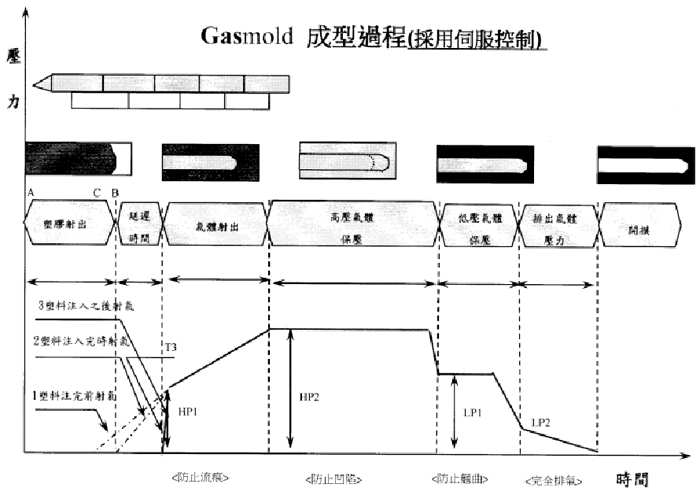
由上圖,可知當射料未完成或完成均可射入氮氣,由氣輔控制器控制氮氣的壓力及時間,以達到保壓的效果,當氣體排出後,再開模取出成品。
此系統在產品應用上,如電視機外殼、汽車的扶手、方向盤及日用品的椅子扶手、椅背、桌面、把手、衣架...等。
|